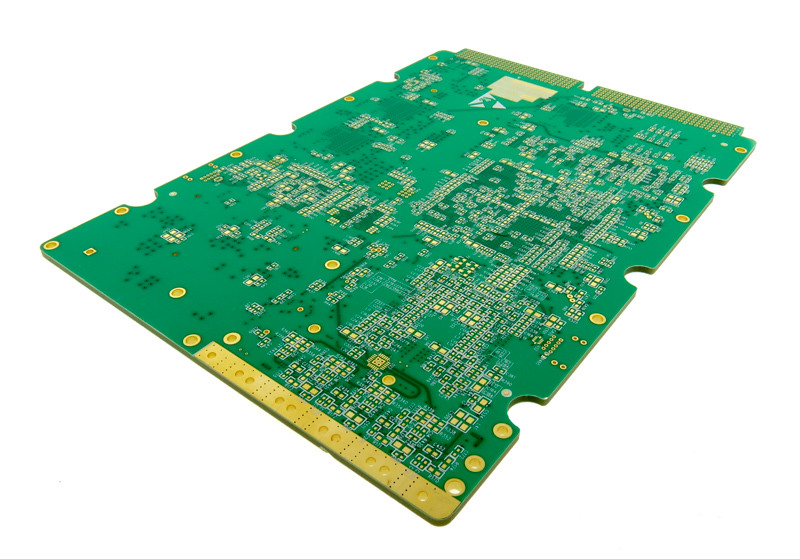
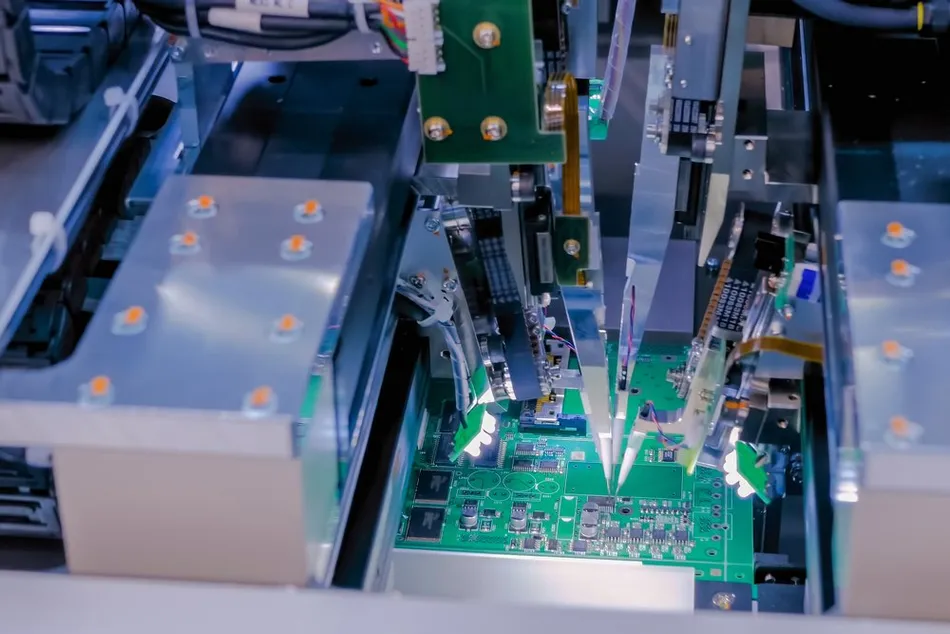
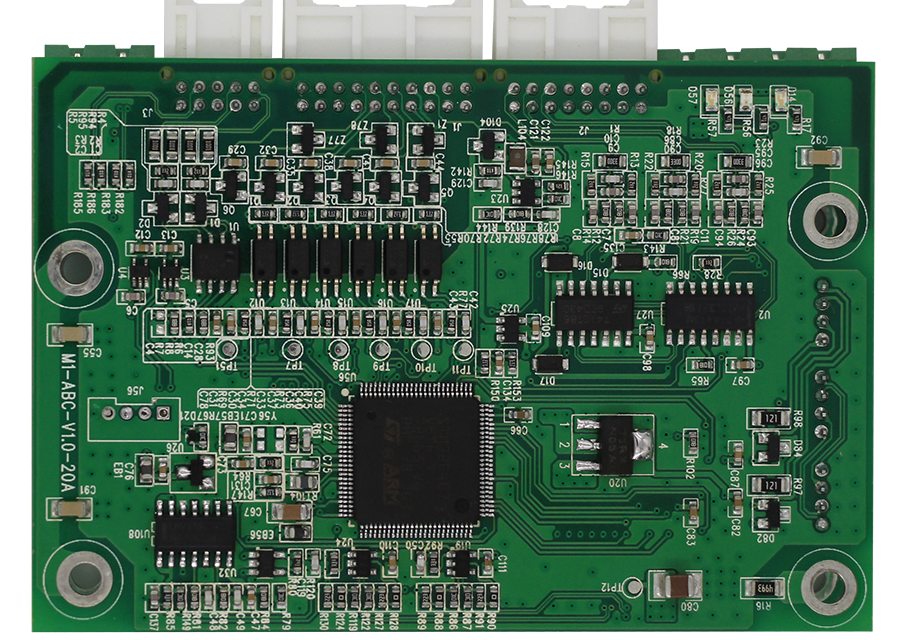
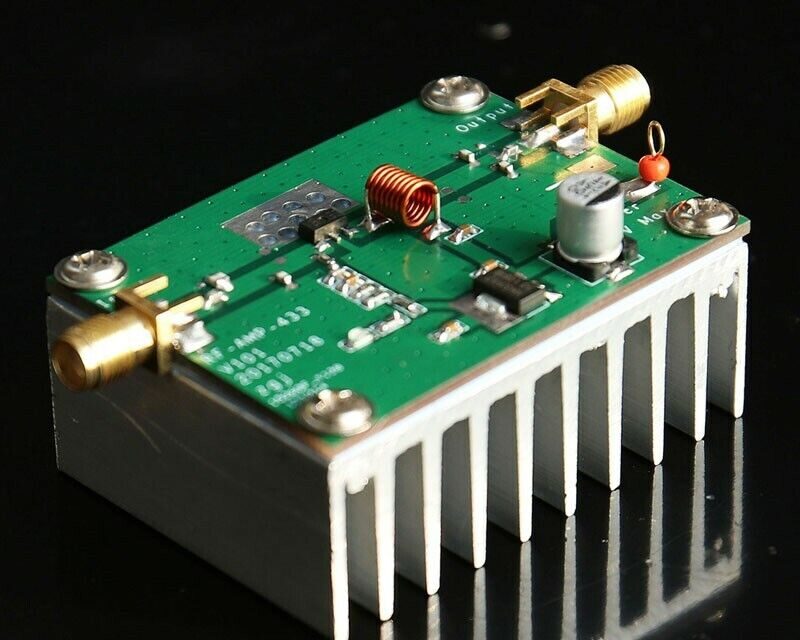
1. Customer Requirements & Background Industry: Defense Electronics End Applications: Armored vehicle main control units Field communication relay equipment Manufacturing Challenges: Heterogeneous material processing (AlSiC metal substrate + FR4 multilayer hybrid lamination) Extreme environment reliability (MIL-STD-810H vibration compliance) Military-grade quality control (100% inspection + batch traceability) Previous Supplier Pain Points: ✔ AlSiC substrate yield only 65% (delamination due to...